
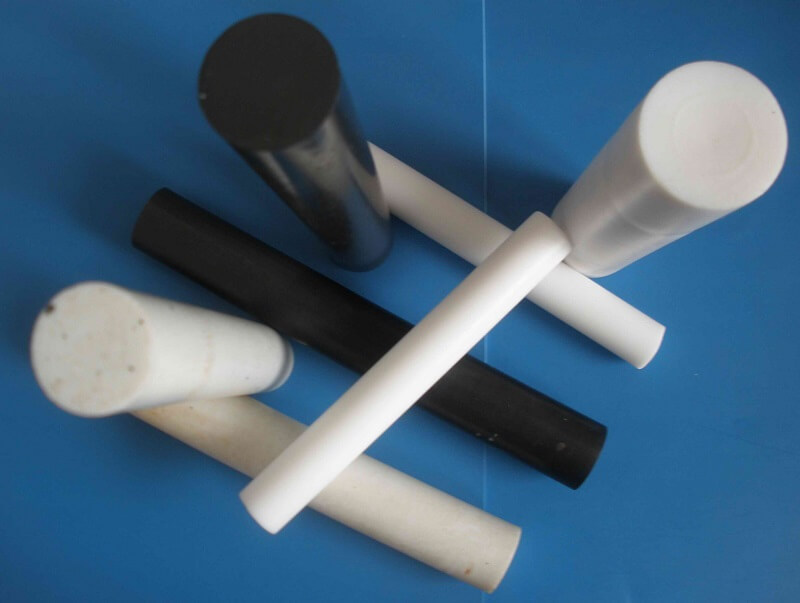
Itse PTFE-sauvalla on hyvä korroosionkestävyys, vanhenematon, kestävä ja luotettava tiivistyskyky;erikoiskäsittelyn jälkeen sillä on hyvä virumisvastus ja kylmävirtauskestävyys.PTFE-tanko voi olla laajalla lämpötila-alueella Käyttö, pitkäaikainen turvallisuus,pehmeä ja helppo leikata, mekaanisella tai manuaalisella leikkauksella, helppo asentaa.PTFE-tankomateriaalin valmistusprosessi on seuraava:
ThePTFE sauvaitsessään on hyvä korroosionkestävyys, vanhenematon, kestävä ja luotettava tiivistyskyky;erikoiskäsittelyn jälkeen sillä on hyvä virumisvastus ja kylmävirtauskestävyys.PTFE-tanko voi olla laajalla lämpötila-alueella Käyttö, pitkäaikainen turvallisuus, pehmeä ja helppo leikata, mekaanisella tai manuaalisella leikkauksella, helppo asentaa.PTFE-tankomateriaalin valmistusprosessi on seuraava:
1. Muotin valmistelu: Pyyhi puhtaaksi alkoholilla, muotissa ei ole ruostetta eikä kiinnikkeitä.
2. Raaka-aineiden valmistus: puhtaat F4 tuotteet, F4 hieno hartsi, murskattu, seulottu.
3. Punnitse kaavan G=PV mukaisesti (jossa G on rehun määrä, P on esimuotin tiheys (2,18 g/cm3) ja V on tuotteen tilavuus).
4. Irrotus ja viimeistely: Ota puolivalmis tuote muotista, leikkaa sen pinta tasaiseksi ja reunat siisteiksi.
5. Esimuotoilu (puristus): Laske puristimen ylipaine kaavan mukaan ja aseta puristimen ylipaine.
6. Syöttö: Levitä F4-hartsi tasaisesti koko puristuspinnalle.
7. Sintraus: Laita puolivalmiste hitaasti sintrausuuniin, laita sopiva määrä ja kuumenna noin 390 asteeseen tunnin ajan ja pidä sitten lämpimänä tunnin ajan.Noin neljän tunnin kuluttua lämpötila alkaa laskea.Noin neljän tunnin kuluttua se lämpenee huoneenlämpöiseksi ja etenee valmiiseen tuotteeseen.Uunista otettu lopullinen muoto on valmis.
Postitusaika: 04.08.2020